

ROCAP (Rotational Capacity) testing ensures strength, durability, and reliability of bolt assemblies in structural bolting. In this guide, we’ll break down the purpose, process, and industry standards behind rotational capacity testing—helping you understand how it ensures the integrity of bolted connections.
What Is ROCAP Testing?
Rotational capacity testing, or ROCAP, is used to verify the presence and efficacy of lubrication on A325 and A490 high-strength bolt assemblies. The ROCAP test assesses the tension, ductility and thread strength of an assembly consisting of a high-strength bolt, galvanized nut and washer.
The test is meant to verify that the nut will not gall on the bolt and that the assembly will develop the desired pretension load. Galling occurs when there is sustained friction between contacted metals, causing the components to break down or even adhere to each other. Installers typically test assemblies onsite; ASTM International Standards also require that bolt manufacturers perform the test before shipping. Each lot of bolts and nuts must be tested individually. On the job site, the entire process can take anywhere from 10 minutes to a half an hour or more, depending on the size of the job.
ROCAP testing is often required for bridge construction projects executed under the American Association of State Highway and Transportation Officials’ (AASHTO) Standard Specifications for Highway Bridges and Bridge Construction. Projects contracted by local and state Departments of Transportation and the Federal Highway Administration may also require ROCAP testing.
Initially developed to test galvanized bolts on bridges, ROCAP testing has since expanded to other types of industrial projects, or as requested by the bolt purchaser.
What Tools Are Needed to Perform ROCAP Testing?
There are several different ways of performing a ROCAP test, depending on the types of bolts used. According to the ASTM standards, each method requires a slightly different set of equipment.
Method 1: Long Bolt Test Procedure
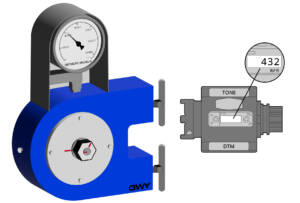
- Calibrated bolt tension-measuring device (able to read torque at minimum tension)
- Spud wrenches
- Appropriate bushings and spacers
Method 2: Short Bolt Test Procedure
- Calibrated bolt tension-measuring device (able to read torque at minimum tension)
- Steel plate
- Spud wrenches
- Appropriate bushings and spacers
Both methods require three identical assemblies of bolts, nuts and washers, one for each diameter and length of bolt used. As a note, the ROCAP test is not applicable for bolts with lengths over 12 times their diameter.
If bolts of the same diameter and length come from different lots, three assemblies must be tested for each lot. All bolts, nuts and washers being tested must be new, unused and randomly selected from the project materials.
When manufacturers test bolt assemblies before shipping, the testing devices are typically connected to a computer that can generate readings quickly and efficiently. Installers in the field use spud or or C wrenches to perform the test.
Rent or Buy:
Find bolt tension calibrators and torque wrenches for your next project here.
ROCAP Testing Procedure
ASTM dictates step-by-step instructions for ROCAP testing on long and short bolts. Before assembly, each individual component must pass the material specification.
Method 1: Long Bolt Test Procedure
- Install the bolt and any required spacers in the tension measuring device. The bolt stick-out should be flush with the nut, with a maximum of three threads stick-out.
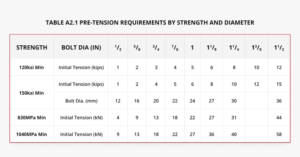
- Tighten the fastener assembly to the ASTM pre-tension requirements in Table A2.1.

 Snug- Example using a 7/8″ diameter bolt
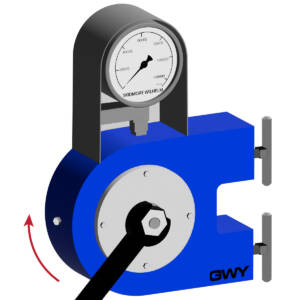
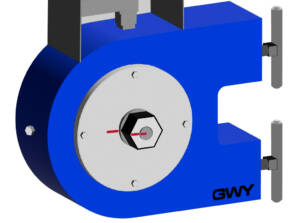
Snug- Example using a 7/8″ diameter bolt - Match-mark the bolt, nut and faceplate of the calibrator.

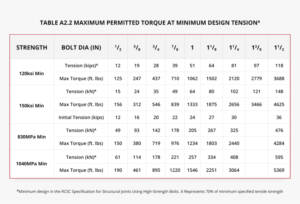
- Tighten the fastener assembly to at least the minimum installation tension in Table A2.2 and record both the tension and torque. The torque should be read with the nut in motion. Table A2.2 provides maximum torque values at minimum tension for convenience.

 Record torque at minimum tension- Example shows 41 kips for a 7/8″ diameter bolt, 1 kip = 1000 lbf
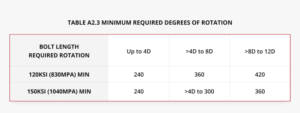
Record torque at minimum tension- Example shows 41 kips for a 7/8″ diameter bolt, 1 kip = 1000 lbf - Tighten the nut further to the rotation listed in Table A2.3. The rotation should be measured from the initial marking in step 3. Assemblies that strip or fracture prior to this rotation fail the test.

 Tighten the nut to 4D- Example shows 240°
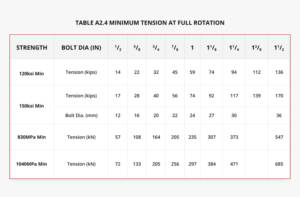
Tighten the nut to 4D- Example shows 240° - Record the tension at the completion of the rotation in Table A2.3. The tension should equal or exceed 1.15 × the minimum installation tension. The minimum required values are listed in Table A2.4.

- Loosen and remove the nut. There should be no signs of thread shear failure, stripping or torsional failure. The nut should turn on the bolt threads to the position it was in during the test. The nut does not need to run the full length of the threads.

Inability to turn the nut by hand is considered thread failure. Broken bolts fail the test.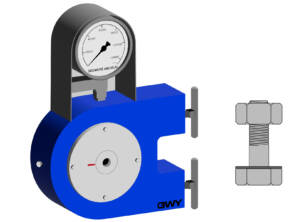 Note: Bolt assembly passes the ROCAP test when the bolt doesn’t break, and the nut turns on the bolt threads to the position it was in during the test
Note: Bolt assembly passes the ROCAP test when the bolt doesn’t break, and the nut turns on the bolt threads to the position it was in during the test
Method 2: Short Bolt Test Procedure
This method is meant for bolts too short to fit in a tension measuring device.
- Install the bolt assembly into the steel plate. The bolt stick-out should be flush with the nut, with a maximum of three threads stick-out.
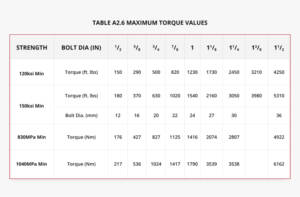
- Pre-tension the assembly in the steel plate. The torque used should not exceed 20% of the torque permitted in Table A2.6.

- Match-mark the nut, bolt and plate.
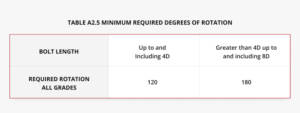
- Tension the bolt by rotating the nut as required in Table A2.5 while preventing the bolt head from rotating. Take a torque reading at the required rotation with the nut in motion.

- The torque measurement taken at step 4 should not exceed the values listed in Table A2.6. Assemblies that exceed the listed torque fail the test. Torque values are based on the assumed tension of 1.15 × minimum installation tension.
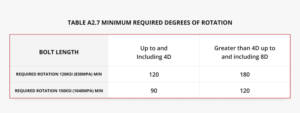
- Further tighten the bolt the additional rotation listed in Table A2.7. Assemblies that strip or fracture prior to this rotation fail the test.
7. Loosen and remove the nut. There should be no signs of thread shear failure, stripping or torsional failure. The nut should turn on the bolt threads to the position it was in during the test. The nut does not need to run the full length of the threads.Inability to turn the nut by hand is considered thread failure. Broken bolts fail the test.
In both of the methods above, each set of bolt, nut and washers is given its own ROCAP Test Lot Number, or RC #. The entire assembly should be marked with its RC #; if one of the components is changed, the entire ROCAP test will need to be performed again and the assembly will be given a new RC #.
Signs of a Successful ROCAP Test
If the bolt doesn’t break and the nut can be run up the threads by hand, that is usually enough to tell whether the assembly passed the ROCAP test.
More specifically, long bolt assemblies pass the ROCAP test if all tested samples meet the requirements of steps 4, 6 and 7 after full rotation. For short bolts, the assembly lot passes if all samples meet the requirements of steps 5–7 after full rotation.
Some stretching in the bolt threads is expected due to the ductility of A325 bolts.
How to Tell If Your Assembly Fails
An assembly automatically fails the ROCAP test if the bolt breaks or if the nut can be loosened by hand.
The assembly will also fail if:
-
- The bolt exceeds the maximum allowable torque
- It does not reach the required rotation
- It does not reach the required tension after a full rotation
- The threads become sheared or stripped
Applications for ROCAP Testing
ROCAP testing is typically required for federal and state bridge construction projects, as well as projects contracted by the Federal Highway Administration. Individual bolt purchasers may also request ROCAP testing before the manufacturer ships their order.
For an economical solution to ROCAP testing, consider tool rentals from GWY. Our extensive industry expertise means we can recommend the right calibration and torque tools for your project; we also offer calibration services in-house. Give us a call at (603) 836-9167 or send us a message to request a quote, and we’ll recommend the best tools for the job.

