

Turn-of-Nut Method is an industry procedure for verifying bolt pretensioning in structural applications. But what exactly is it, and how is it performed correctly in the field?
What is the Turn-of-Nut Method?
The Turn-of-Nut method is a rotation-based installation technique commonly used in bridge construction and structural steel bolting. Rather than relying solely on torque values, this method achieves the required minimum tension by applying a specified amount of relative rotation between the bolt and nut.
This method can be performed using a torque wrench or, more conveniently, with a Turn-of-Nut wrench to rotate the nut to a specified degree depending on the bolt diameter and length.
Turn-of-Nut is governed by the Research Council on Structural Connections (RCSC), Specification for Structural Joints Using High-Strength Bolts, and is frequently used in slip-critical and fully tensioned connections. When properly performed, the controlled rotation:
- Increases friction between steel connections
- Reduces structural deflections
- Prevents loosening under impact loads or vibrations
- Strengthens connections in harsh environments
How to Perform the Turn-of-Nut Method
When performing pre-installation verifications (PIV), ensure every bolt assembly is treated consistently. All variables should match the conditions that will be used during actual installation, including fastener condition (as supplied or lubricated, if permitted), tool selection, installation method and testing procedures.
Turn-of-Nut Method Steps:
- Determine Required Rotation
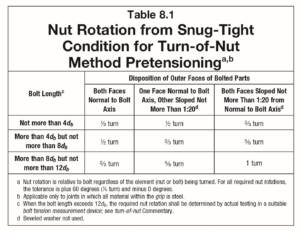
Identity the ratio of bolt length and diameter as well as the slope disposition of the outer steel plies. Refer to the RCSC Table 8.1 (pg.16.2-63) below to determine proper required rotation.
- Insert Bolting Assembly into Calibrator
Using a bolt tension measuring device, insert bolt, washer, and nut, as well as any DTIs. Confirm the device’s calibration certificate is up to date before proceeding. - Snug Tighten the Connection
Snug tight is required prior to final rotation and is achieved with a few impacts of an impact wrench or the full effort of an ironworker using a spud wrench. Refer to RCSC Section 8.1 (pg.16.2-60) on snug-tightened joints. - Matchmarking
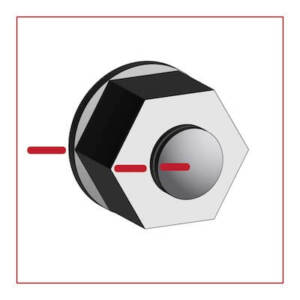
Using a marker or wax pencil, draw a line from the center of the bolt point across the nut and onto the steel. This indicates the starting position for inspection and verification. Click to watch.

- Set Angle Dial on TN Wrench
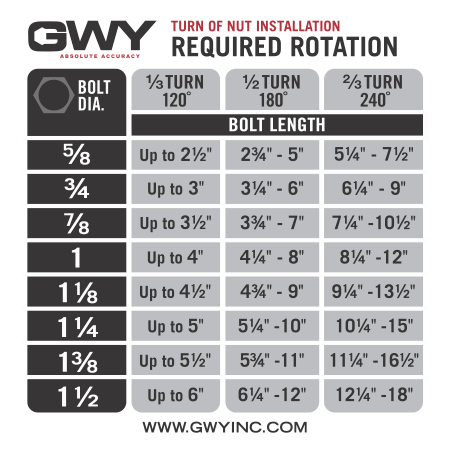
If you’re using a TONE Turn-of-Nut Wrench for the final turn, set the dial to the required degree according to the chart below. This chart is also included with every tool case for quick reference.

- Perform Final Rotation
Using the tool, pull the trigger and rotate the nut to the specified degree. The tools will stop on its own once the rotation is complete. - Confirm Minimum Bolt Pretension
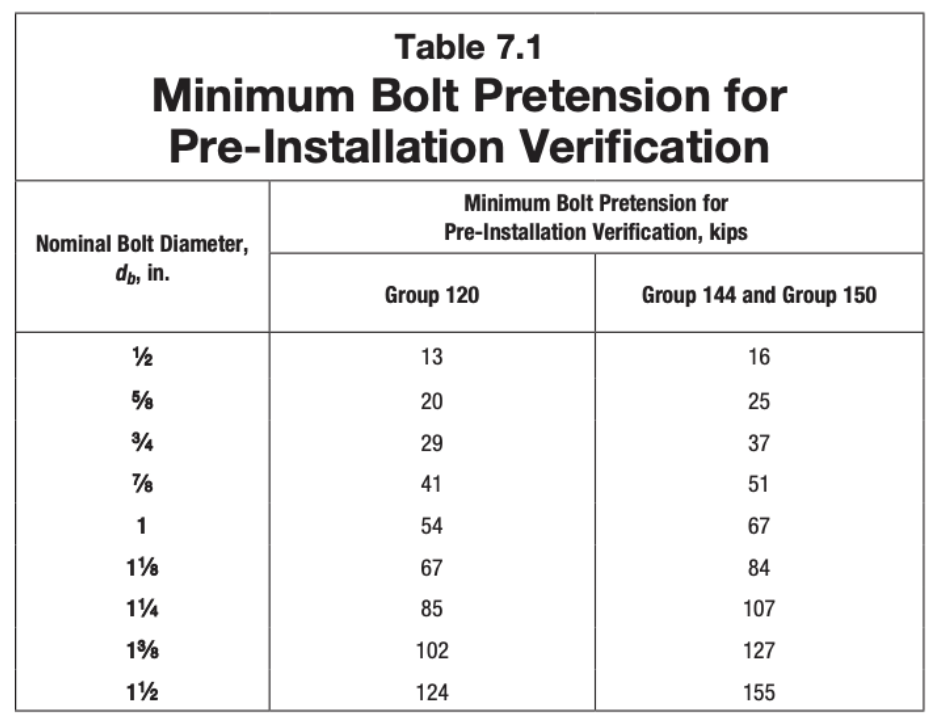
After rotation, verify that the nut achieved the required rotation and confirm the bolt tension calibrator’s gauge indicates at least the minimum required tension or higher (never less) according to RCSC Table 7.1 (pg.16.2-54) for the bolt diameter being tested.
 Source: Specification for Structural Joints Using High-Strength Bolts, Research Council on Structural Connections (RCSC), June 2020
Source: Specification for Structural Joints Using High-Strength Bolts, Research Council on Structural Connections (RCSC), June 2020
- For example, a 1″ diameter bolt under 4″ in length requires 120° (1/3 turn) beyond snug tight, as seen below, and must meet a minimum of 54 kips, or 54,000 lbf.
 Note: For the most accurate results, make sure you matchmark the bolt, nut and steel prior to applying the Turn-of-Nut Method.
Note: For the most accurate results, make sure you matchmark the bolt, nut and steel prior to applying the Turn-of-Nut Method.
- For example, a 1″ diameter bolt under 4″ in length requires 120° (1/3 turn) beyond snug tight, as seen below, and must meet a minimum of 54 kips, or 54,000 lbf.
 Source:
Source: 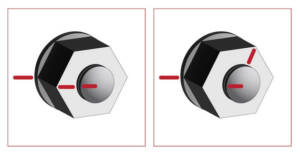 Note: For the most accurate results, make sure you matchmark the bolt, nut and steel prior to applying the Turn-of-Nut Method.
Note: For the most accurate results, make sure you matchmark the bolt, nut and steel prior to applying the Turn-of-Nut Method.Pre-Installation Verification Best Practices
We recommend that pre-installation verification (PIV) be conducted onsite using the same tools that will be used during installation. This helps identify potential issues or incompatibility between tools, fasteners, and installers before any actual work takes place.
The Turn-of-Nut method must be the final step in the installation process for each bolt assembly. The final pretensioning is done only after all connections have been snug tightened or drawn into firm contact. TN tools will not properly count rotations unless the assembly is snug tight.
To ensure accurate results, bolt tension calibrators and torque wrenches should be regularly serviced and calibrated by a qualified provider. We offer these services for all products we supply.
How to Inspect Turn-of-Nut Connections
Inspection relies primarily on the matchmarks applied prior to rotation.
Inspectors verify that the:
- Nut rotated the required amount relative to the starting position.
- Rotation aligns with the required degrees specified by RCSC Table 7.1.
In most jurisdictions, inspectors are not required to independently verify snug tightening.
Considerations When Performing PIV
Short Bolts:
Short bolts can present challenges during pre-installation verification. If a bolt is too short to fit into a bolt tension measuring device/calibrator:
- Install the bolting assembly in a steel plate with the proper size hole
- Apply the required rotation for the bolt diameter
- Remove the assembly and confirm that no stripping has occurred
In this case, verification of achieved pretension per RCSC Table 7.1 is not required. The test confirms that the assembly can sustain a strain without failure to produce the minimum required pretension.
Lubrication & Galvanized Bolts:
- Lubricated or galvanized bolts require less torque and can be easier to snug tighten, increasing the risk of over-tightening before applying Turn-of-Nut, potentially causing bolt fracture.
- Insufficient lubrication can cause seizing or rotation failure before reaching required pretension.
Proper training, protocol, and tools are essential for performing accurate PIV results. Contact us if you have any concerns.
Causes of Failed PIV Tests
When a pre-installation verification (PIV) test fails, it’s easy to assume the bolt is defective. In reality, bolts are rarely the root cause. Most failed PIV tests are the result of environmental factors or missed procedural steps.
Common Causes of Failed PIV Tests
- Storage & Environmental Conditions
Temperature, debris, and moisture can all affect installation performance and PIV results. - Missing or Incorrect Matchmarking
Without proper matchmarks, inspectors cannot verify rotation. Incorrectly placed or unclear markings can also lead to the false assumption that rotation was inaccurate. - Failure to Snug Tight Properly
Snug tightening is not optional and is required by the AISC/RCSC specifications. If the assembly is not drawn into firm contact before final rotation:- Tool may not count properly
- Rotation will not be met
- Required tension may not be achieved
- Inconsistent or Improper Lubrication
Lack of lubrication can significantly affect rotation and tension results. Watch video below:
FAQs about Turn of Nut Method
What is the Turn-of-Nut method used for?
Turn-of-Nut is a pretensioning technique used in structural bolting, often in bridge construction. It is the most accurate way of achieving minimum required tension for structural bolts.
How do I use the Turn-of-Nut method on short bolts?
For bolts too short to fit into a bolt tension measurement device, you can use the Turn-of-Nut method for pre-installation verification by installing the bolting assembly in a steel plate with the proper size hole and applying the required turns. The assembly should then be removed from the steel plate using a wrench to confirm that stripping has not occurred. No verification is required for achieved pretension to meet the requirements in Table 7.1 of the RCSC’s Specification for Structural Joints Using High-Strength Bolts. This test demonstrates that the bolting assembly will not fracture or strip during tightening, and the Turn-of-Nut method assures a strain that will produce the minimum required pretension.

